


建贸机械数控钢筋锯切生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。数控钢筋锯切生产线易损件更换:1.锯切锯条正常8小时工作7-10天更换一条。2. 套丝机3组滚丝辊每10000个头后更换一次。套丝机5组剥肋刀根据操作使用情况不定期更换.
 钢筋锯切套丝生产线介绍:
设备引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋锯切设备,用于棒材钢筋的切断套丝墩粗及打磨。
通过伺服电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可锯切各种长度的钢筋。
采用液压锯切双面式,体积小、锯切力大、产量高,与一些厂家的机械锯切方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。
钢筋锯切采用卧式锯床双面夹紧设计,锯切能力大大提高;
合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护.
◎锯切套丝生产线安装时使用方须提供稳定电源,并且有接地处理,当电源不稳定时需增加稳压器或应急电源。
◎设备操作人员须经设备供应方的技术人员培训后对设备性能充分了解下,方可进行设备操作。
◎锯切套丝生产线运行时所有人员应远离移动和旋转的机构,避免被设备碰伤。
◎操作人员不能穿过于肥大,有丝带或易于卷入设备的服装进行生产作业,女性人员生产时长发者须把长发盘起并固定在帽内。
◎上料时需要带保护手套,以防止钢筋加工中伤到手。
◎锯切套丝生产线未达到正常转速时,不可切料,切料时,需要使用切刀的中、下部位,紧握钢筋对准刃口迅速投入,应在固定刀片一侧握紧并压住钢筋,以防钢筋末端弹出伤人,严禁用两手分在刀片两边握住钢筋俯身送料;
◎严禁用水或压缩空气对电气设备进行冲洗和 ,电控柜内严禁进水,要保障设备不被水淋或日晒,要在室内加工使用。
◎行走驱动轴与驱动齿轮处的螺栓要每班进行检查,发现松动应及时紧固。
◎严禁非操作人员擅自操作锯切套丝生产线(尤其是伺服、触摸屏等内置参数擅自修改等),否则以造成设备损坏或伤害他人的事故,同时设备验收投入生产后应对设备参数进行备份处理。
◎锯切套丝生产线维修时应做防护处理,必要时要进行断电才能操作。
钢筋锯切套丝生产线介绍:
设备引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋锯切设备,用于棒材钢筋的切断套丝墩粗及打磨。
通过伺服电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可锯切各种长度的钢筋。
采用液压锯切双面式,体积小、锯切力大、产量高,与一些厂家的机械锯切方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。
钢筋锯切采用卧式锯床双面夹紧设计,锯切能力大大提高;
合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护.
◎锯切套丝生产线安装时使用方须提供稳定电源,并且有接地处理,当电源不稳定时需增加稳压器或应急电源。
◎设备操作人员须经设备供应方的技术人员培训后对设备性能充分了解下,方可进行设备操作。
◎锯切套丝生产线运行时所有人员应远离移动和旋转的机构,避免被设备碰伤。
◎操作人员不能穿过于肥大,有丝带或易于卷入设备的服装进行生产作业,女性人员生产时长发者须把长发盘起并固定在帽内。
◎上料时需要带保护手套,以防止钢筋加工中伤到手。
◎锯切套丝生产线未达到正常转速时,不可切料,切料时,需要使用切刀的中、下部位,紧握钢筋对准刃口迅速投入,应在固定刀片一侧握紧并压住钢筋,以防钢筋末端弹出伤人,严禁用两手分在刀片两边握住钢筋俯身送料;
◎严禁用水或压缩空气对电气设备进行冲洗和 ,电控柜内严禁进水,要保障设备不被水淋或日晒,要在室内加工使用。
◎行走驱动轴与驱动齿轮处的螺栓要每班进行检查,发现松动应及时紧固。
◎严禁非操作人员擅自操作锯切套丝生产线(尤其是伺服、触摸屏等内置参数擅自修改等),否则以造成设备损坏或伤害他人的事故,同时设备验收投入生产后应对设备参数进行备份处理。
◎锯切套丝生产线维修时应做防护处理,必要时要进行断电才能操作。
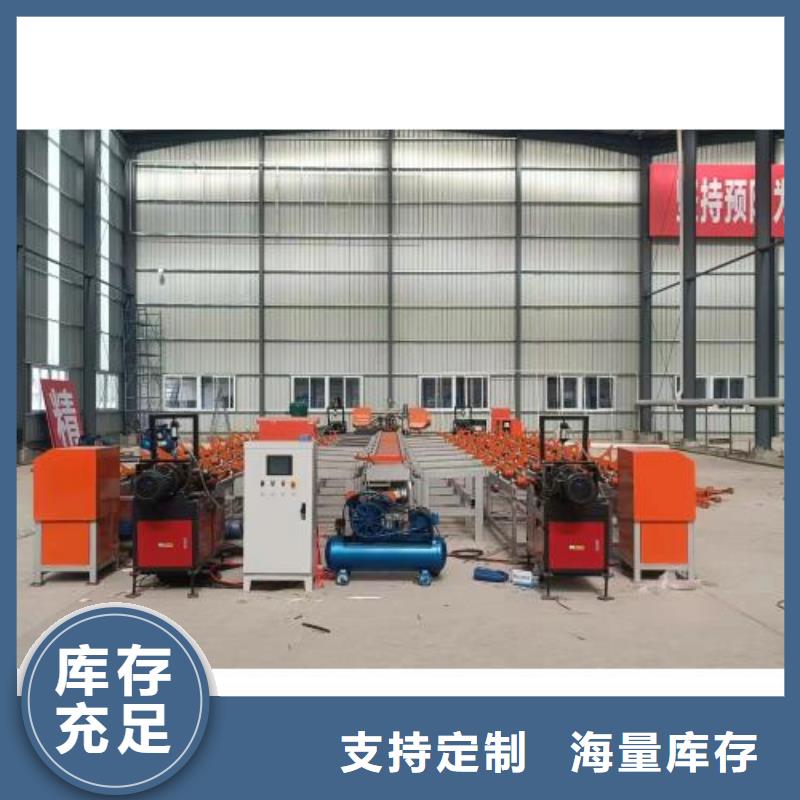
 鄂尔多斯钢筋剪切镦粗套丝生产线安装价格
建贸机械数控液压钢筋剪切套丝生产线介绍:1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。 2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。 3、 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4、锯床采用国内专用的双面夹紧锯床;5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。6、PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能;型号 KJ-450 锯切宽度(mm) 450 锯切直径范围(mm) Φ16~Φ50 钢筋传送速度(m/min) 90 钢筋长度范围(m) 3.0~12长度误差(mm)±2mm/m 锯切进给速度 无级调速 夹紧方式 液压 主电机功率(KW) 4 油泵电机功率(KW) 1.1 冷却泵功率(W) 60 套丝总功率(KW)4.5装机总功率(KW)35锯切线外形尺寸(长×宽×高)(mm) 29000*6900*2000 锯切钢筋直径(mm) Φ16 Φ20 Φ25 Φ28 Φ32 Φ40 Φ50 锯切钢筋根数 (根) 22 18 15 13 12 10 7
鄂尔多斯钢筋剪切镦粗套丝生产线安装价格
建贸机械数控液压钢筋剪切套丝生产线介绍:1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。 2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。 3、 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4、锯床采用国内专用的双面夹紧锯床;5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。6、PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能;型号 KJ-450 锯切宽度(mm) 450 锯切直径范围(mm) Φ16~Φ50 钢筋传送速度(m/min) 90 钢筋长度范围(m) 3.0~12长度误差(mm)±2mm/m 锯切进给速度 无级调速 夹紧方式 液压 主电机功率(KW) 4 油泵电机功率(KW) 1.1 冷却泵功率(W) 60 套丝总功率(KW)4.5装机总功率(KW)35锯切线外形尺寸(长×宽×高)(mm) 29000*6900*2000 锯切钢筋直径(mm) Φ16 Φ20 Φ25 Φ28 Φ32 Φ40 Φ50 锯切钢筋根数 (根) 22 18 15 13 12 10 7
 建贸机械设备有限公司
套丝生产线PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能。
数控液压钢筋剪切套丝生产线介绍:
1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。
2、通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。
数控钢筋锯切套丝生产线主要设备特点:
A 整体技术采用国际领先技术,具有国际先进水平,国内领先;
B. 原料存储架采用大吨位存储,为了提率可在上一个循环尚未结束时即可进行下一步配料,以节省循环周期;
C. 缩径动力采用大功率、液压系统完成各步工序;
D. 钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;
E. 滚丝主机选用国内进主机头,采用先进工艺完成钢筋的输送、翻转、定位、传递等功能,终自动滚丝成型;
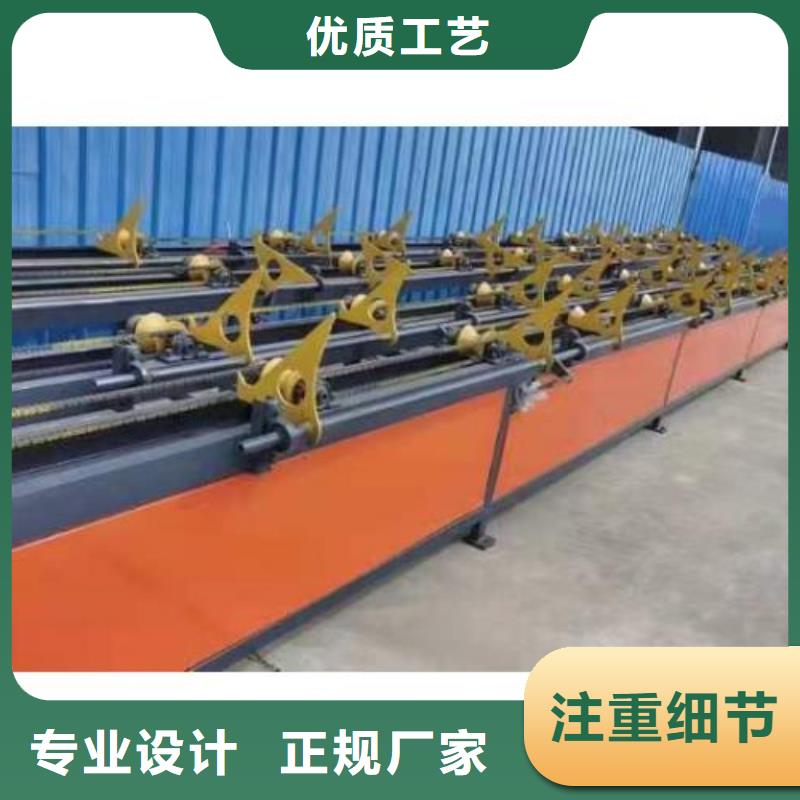
F. 钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;
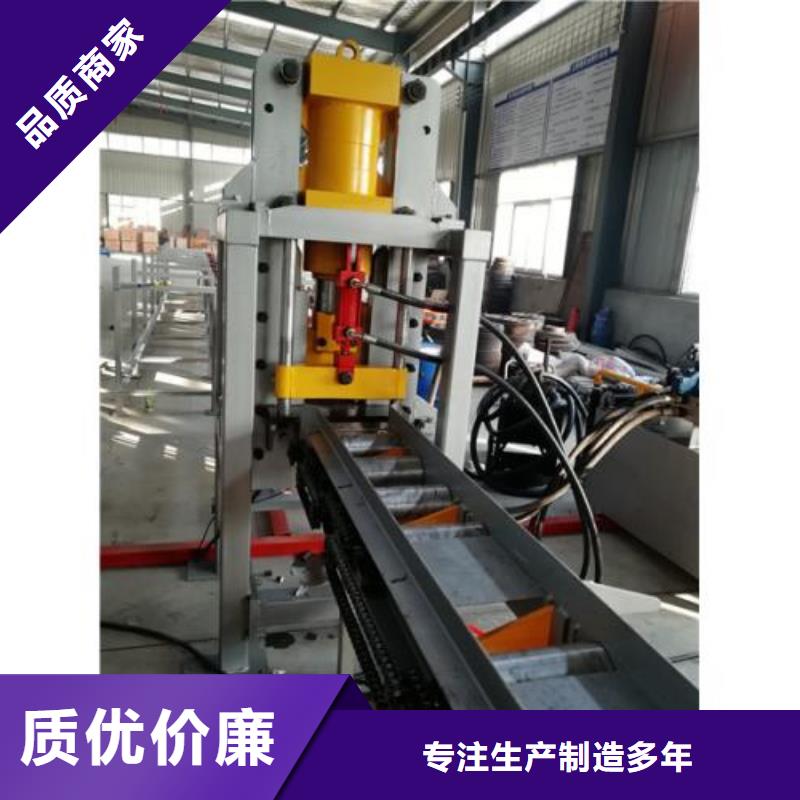
G. 缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效;
建贸机械设备有限公司
套丝生产线PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能。
数控液压钢筋剪切套丝生产线介绍:
1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。
2、通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。
数控钢筋锯切套丝生产线主要设备特点:
A 整体技术采用国际领先技术,具有国际先进水平,国内领先;
B. 原料存储架采用大吨位存储,为了提率可在上一个循环尚未结束时即可进行下一步配料,以节省循环周期;
C. 缩径动力采用大功率、液压系统完成各步工序;
D. 钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;
E. 滚丝主机选用国内进主机头,采用先进工艺完成钢筋的输送、翻转、定位、传递等功能,终自动滚丝成型;
F. 钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;
G. 缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效;

 jmc
数控钢筋剪切生产线特点:
1、进口PLC及CNC控制剪切精度,自动化程度高、成品精准度高
2、防跳动自动压紧装置,性极高
3、多级成品存储机构,确保高寿命运行
4、模块化组合,根据需求选择不同的配置模式。
5、双向出料设计,成品堆放量增加一倍
6、可移动原料平台设计,大大降低劳动强度
7、主机采用自动润滑系统,保证可靠的工作状态。
8、控制系统组成:国内外知名品牌。
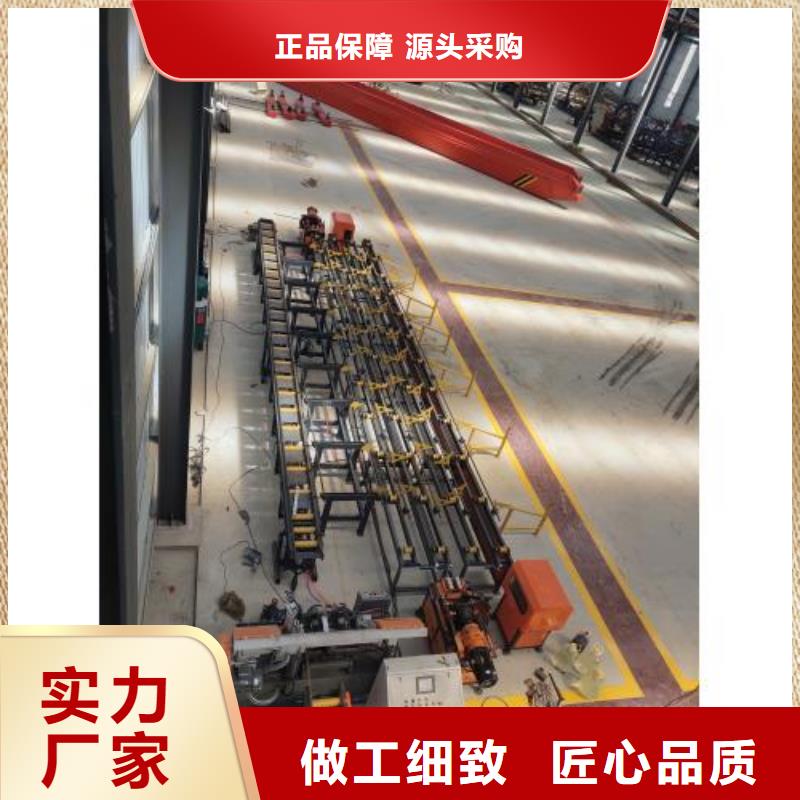
本机是一种主要针对棒材螺纹钢筋头部套丝的全自动一体化设备。对大直径、高精度钢筋棒材的下料,能够将钢筋棒材按照需要,自动锯切成所需要长度,并对下好料的棒材进行分类储存。然后通过设备高低落差上料,实现上一个循环尚未结束时即可进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;钢筋输送滚采用V型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;滚丝主机头实现了自动夹紧、送进、滚丝等功效。
产品特点
1、自动化程度高,大大降低劳动强度。
2、全机配备横向上料装置,上料方便。
3、自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。
4、钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力
5、短时间实现从原材料到两端套丝半成品
6、智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。
jmc
数控钢筋剪切生产线特点:
1、进口PLC及CNC控制剪切精度,自动化程度高、成品精准度高
2、防跳动自动压紧装置,性极高
3、多级成品存储机构,确保高寿命运行
4、模块化组合,根据需求选择不同的配置模式。
5、双向出料设计,成品堆放量增加一倍
6、可移动原料平台设计,大大降低劳动强度
7、主机采用自动润滑系统,保证可靠的工作状态。
8、控制系统组成:国内外知名品牌。
本机是一种主要针对棒材螺纹钢筋头部套丝的全自动一体化设备。对大直径、高精度钢筋棒材的下料,能够将钢筋棒材按照需要,自动锯切成所需要长度,并对下好料的棒材进行分类储存。然后通过设备高低落差上料,实现上一个循环尚未结束时即可进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;钢筋输送滚采用V型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;滚丝主机头实现了自动夹紧、送进、滚丝等功效。
产品特点
1、自动化程度高,大大降低劳动强度。
2、全机配备横向上料装置,上料方便。
3、自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。
4、钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力
5、短时间实现从原材料到两端套丝半成品
6、智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。
